











基本信息
- 项目名称:
- 电磁控制高速TIG焊接设备
- 来源:
- 第十二届“挑战杯”作品
- 小类:
- 机械与控制
- 大类:
- 科技发明制作A类
- 简介:
- 高速焊时易发生电弧后拖,引起焊缝严重咬边、驼峰等成形不良问题。为了解决上述问题,我们研制了一种新型电磁控制设备。通过该设备将磁场引入电弧区以改善电弧形态,从而使TIG焊接电弧在挺直的状态下工作,最终实现提高焊接速度、改善焊缝成形不良、提高焊接质量的目的。设备适用于薄板或薄壁管件的焊接。已在国内某企业不锈钢焊管生产线上成功应用,其焊接速度从0.4m/min提高到5.5m/min,提高了10倍以上。
- 详细介绍:
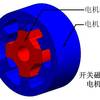
- 本设备包括励磁电源和一套磁头装置:励磁电源主要技术特征是一次逆变电路和二次逆变电路与主电路相连,一次逆变控制电路采用PWM控制方式,通过一次驱动电路与主电路中的一次全桥逆变器相连,二次逆变控制电路中的方波发生器通过二次驱动电路与主电路的二次全桥逆变器相连。其优点是高效节能,功率因数高,空载损耗小,具有良好的稳态和动态性能,输出电流可为恒定的直流和交流方波,机内设有合闸软启动控制、过压保护、过流保护、过热保护和变压器防偏磁保护,一旦发生异常情况,将自动停止输出,待异常情况消失后,自动恢复工作:本设备除了可以满足高速TIG焊接以外还可以满足各种气体保护焊、埋弧焊、等离子焊、激光焊等焊接工艺要求,具有体积小、重量轻、携带方便等特点;磁头装置分为横向磁头与纵向磁头两种,附带导磁杆(嘴)、水冷装置、绝缘保护等,磁头装置的材料和形式可根据实际工作情况特殊设计,以满足实际需要,达到最佳效果的目的。整套设备稳定性好,可长时间工作,实用性强。
作品图片





作品专业信息
设计、发明的目的和基本思路、创新点、技术关键和主要技术指标
- 目的: 本设备旨在提高焊接速度,提高能源的利用率,最终实现高效焊接。 基本思路: 高速焊接时,会使电弧后托,引起焊缝的严重咬边、驼峰和成形不良等问题。为了解决上述问题,本作品采用了先进的双逆变技术,研制了一种新型电磁控制设备,产生稳定的磁场。磁场对电弧产生电磁作用力,改善电弧形态,使TIG焊电弧在挺直的情况下实施焊接,最终实现高速焊接。 创新点: (1)率先将磁场引入到高速TIG焊接领域,在外加磁场的作用下,通过分析电弧力,揭示了外加磁场对熔池液态金属的作用机制,设备大幅度提高普通TIG焊的焊接速度。 (2)探索了焊接工艺和磁场参数相匹配的最佳范围,研制电磁控制高速TIG焊设备,设计枪体磁头结构,最终为高速TIG焊工程应用提供保证。 技术关键: (1)本作品是研制一套电磁控制高速TIG焊接设备,包括焊励磁电源和磁头等。励磁电源是磁控焊接技术研究中的关键部件,尤其是励磁电源的负载是电感线圈,存在储能和释放能量的过程。在电路设计时,一定要考虑到电感线圈这一特殊负载。 (2)磁头结构的设计,磁头结构应与TIG焊枪匹配,不仅要结构紧凑,冷却绝热好,还要能够将磁场顺利引入到电弧区,实现对电弧和熔池的控制。 主要技术指标: 额定功率500W,空载电压60V,励磁电流范围0-10A,频率:低频段1-50Hz,高频段50-1000Hz;焊接速度从常规焊速0.2-0.4m/min提高到4-5.5m/min,提高效率10倍以上。
科学性、先进性
- 在薄板或薄壁管件焊接过程中,现有提高焊接速度的方法通常是采用改变焊接工艺参数:(1)加大焊接电流,或者是加大保护气流量,虽然在一定程度上电弧挺直度增加,焊接热输入增加,对焊缝质量有着相当大的影响,同时加大气流量使焊接成本增加。(2)改变钨极端部形态,前倾角度与焊接速度密切相关,实际施焊过程中,电极一旦做好,前倾角度无法改变,只能对应一个焊接速度,致使其应用受限。采用本设备具有附加装置简单、投入成本低、耗能少等突出优点。 外加磁场可以改变焊接电弧特性,有效地搅拌焊接熔池,改变熔池金属的结晶状况,细化焊逢金属的一次结晶组织,降低结晶裂纹和气孔的敏感性。目前对高速焊情况下的电弧特性、焊缝成形机理的探索成为国内外焊接学者研究的热点之一。对普通焊接电弧特性、焊缝成形机理国内外已研究较多,但对磁场作用下的高速焊电弧形态、磁场分布、熔池搅拌过程研究不多,尤其是对外加磁场大幅度提高焊接速度的研究还未见报道。开展电磁控制高速TIG焊接设备研究具有广阔的工程应用价值。
获奖情况及鉴定结果
- 申请国家发明专利:一种提高TIG焊接速度的装置和方法 申请号:201010010007.3
作品所处阶段
- 中试阶段
技术转让方式
- 专利转让
作品可展示的形式
- 实物、产品图片、录像
使用说明,技术特点和优势,适应范围,推广前景的技术性说明,市场分析,经济效益预测
- 1、生产效率高:使用该设备后,焊接速度从0.2-0.4m/min提高到4-5.5m/min,生产效率提高了10倍以上。 2、节能:传统提高焊接速度做法是而采取加大电流、加大保护气流量、改变钨极形状等办法,采用本设备能够降低焊接电流,节约保护气流量。 3、性能良好:励磁电源采用逆变技术,输出电流稳定,可连续长时间工作,整机具有良好的稳态和动态性能。 4、保护措施全:电流波形为方波,机内设有合闸软启动控制和过流、过压、过热保护电路,一旦出现异常情况,将自动停止输出,待异常情况消失后,自动恢复工作。 该设备不仅适合TIG焊,还适于CO2/MIG/MAG/PAW等方法。在焊管行业具有广泛的应用前景和巨大的实用价值。 该设备已经在国内某企业不锈钢焊接管生产线上成功应用,得到了企业的好评。目前全国生产不锈钢焊管、钛管的企业有上千家,仅在沈阳、西安生产此类产品企业年产值在5000万元以上的就有13家之多,市场前景巨大。
同类课题研究水平概述
- TIG焊在现代工业中应用广泛,但其熔深小、生产效率低。为了提高TIG焊接效率,人们采取了许多有效的方法,如活性剂TIG焊、超声波TIG复合技术和高速TIG焊等[1],其中高速TIG焊是采用提高焊接速度的方法来提高焊接效率。但焊速提高会导致TIG电弧阳极斑点滞后,电弧后拖,引起咬边、驼峰等焊接缺陷。目前通常采用改变焊接工艺参数如加大焊接电流,加大保护气流量的方法。但只能一定程度上提高焊速,同时加大焊接成本。 在焊接过程中引入磁场控制已成为一种正在发展的先进焊接技术[2]。电弧作为一种等离子体,具有优良的导电性,用外部磁场可以改变电弧的形态和运动特性,提高焊接生产效率。目前,国内外对普通焊接电弧的研究较多,而对电磁控制高速焊的研究较少,尤其是对电磁控制高速焊设备的研究尚未报道。究其原因,主要是作为高速TIG焊关键技术的电磁控制设备,其输出为电感负载,激磁电流和磁场频率等参数调节要求范围很宽,导致设备研制复杂,另外磁场分布对控制效果影响很大,使得电磁控制高速焊设备现场应用难度加大。本作品采用先进的双逆变技术研制了一种新型的电磁控制设备。该设备输出交直流脉冲,频率(具有高低频转换装置)、占空比和电流幅值均连续可调。该设备具有体积小、重量轻、效率高、调节方便、控制灵活等特点;保护功能齐全,对电网电压波动给予自动补偿;当出现过压、欠压、过流、过热等故障时,报警指示灯亮,设备自动停止工作。 该设备已经在国内某不锈钢焊管生产企业成功应用,其焊接速度从0.4m/min提高到5.5m/min,提高了10倍以上,该设备得到了企业认可。目前全国生产不锈钢焊管、钛管的企业有上千家,在沈阳、西安生产此类产品企业年产值在5000万元以上的就有13家之多,市场前景巨大。在薄板及薄壁焊管行业具有广泛的应用前景和巨大的实用价值。 [1] Kunihiro okamura. Ultra High speed Arc Welding (4m /min) [ J ]. Industrial robot, 1998, 25 (3) : 185-192. [2] J.Tusek. Raising arc welding productivity[J]. Welding Review International, August. 1996, 102-105.








