











基本信息
- 项目名称:
- 精密管板自动焊头控制器设计
- 来源:
- 第十二届“挑战杯”省赛作品
- 小类:
- 机械与控制
- 大类:
- 科技发明制作A类
- 简介:
- 根据工业需求,氩弧焊机械化和自动化程度得到了很大的提高,并向着控制因子越来越多的数控化方向发展。所以自动焊头控制技术的设计也就成为了一个技术创新且具有突破性的课题。针对GB管板全自动TIG焊接机头设计了多因子高精度数字化控制器,能与管/板全位置电弧焊接专用机头组成完整的管/板自动焊接系统,可实现精密全位置焊接,达到理想的焊接效果,焊接结果重现性90%以上 。
- 详细介绍:
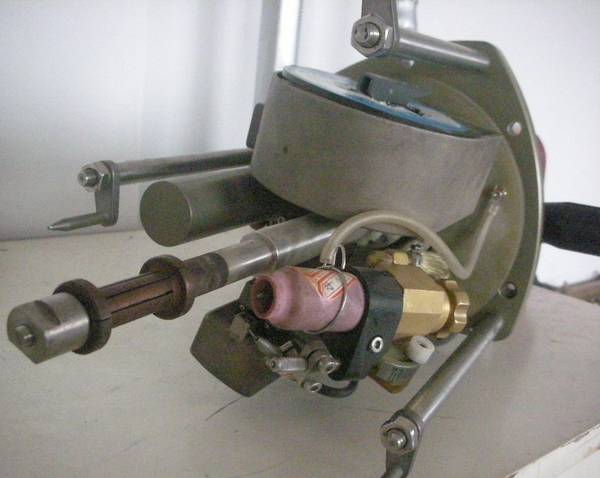
- 作品介绍: GB38管板全自动TIG焊机其主要分为三大部分: 一、驱动部分 1、外部 前部罩壳,后罩壳,锁紧扳手及吊环; 2、内部 水电力分配转轴及轴套:完成冷却水、电、氩气的输送及分配; 3、动力 一个步进电机通过减速器带动一对齿轮使焊距旋转,焊接电源控制器根据焊距焊接时的不同位置改变该电机的转速,来控制焊接旋转速度。 二、焊接定位系统 一根与管径相适应的芯杆定位器,芯杆与中心拉杆相连,其上装有芯杆定位器,当它插入管内孔时,扳动机头后部中心拉杆就可达到焊头径向定位的目的。 三、焊接执行系统 焊接机头工作是,旋转部分成为执行系统。一个通有循环冷却水的焊枪体,枪体上装有钨级、钨级块。 此控制器以单片机C8051F020为控制中枢、5寸全中文彩色液晶显示器可视化跟踪、遥控器多参数设置、多程序存储、支持ISB程序下载与上传、支持ADC检测、跟踪弧长和电流、具有自诊断系统、脉动行走、脉动送丝功能、不分段和多分段焊接功能可供具体精度要求供选择。 焊接流程可概括如下: 1、开机自检后待机 2、遥控器调整好钨极位置、送丝位置 3、程序选择及参数设定 4、系统检测水、气是否正常 5、模拟焊接设置无弧状态,正常后恢复有弧 6、焊接:焊接前预热、引弧操作、峰值谷值切换、脉动送丝、输出衰减。 本控制器采用脉动电流,脉动行走,脉动送丝使得焊丝的供求同步,确保焊丝的供求平衡,节省焊丝,提高精度。 为了最大限度的精确,控制器采用分段焊接,最多可分为6个区间(其区间内参数可进行设定),以最大幅度的提高焊接质量。 此设计的部分成果已在河北汉士达电力电子技术公司应用,较大程度提高了焊接精度和焊接整体质量,获得了良好的经济效益。
作品图片



作品专业信息
设计、发明的目的和基本思路、创新点、技术关键和主要技术指标
- 设计的目的: 现有管板氩弧焊接使用过程中,容易出现机头位置不易固定、焊接速度单一、旋转钨极与焊点距离易变化等问题,造成焊接精度下降、焊缝厚度不均匀、缺焊或漏焊、焊丝浪费、材质性质发生变化等问题。 改进措施: 利用C8051F系列单片机设计了控制器,实现了相关参数设定、LCD人机交互功能;借助于电流互感器检测电弧状态并进行自动控制;通过驱动多个电机,完成旋转速度调节、钨极位置调节、分段控制等功能。 基本思路: 单片机调用预设参数对机头旋转电机进行控制,将焊接区间分段化设定,根据不同段号进行电机转速的控制,从而达到分段焊接的效果。 单片机将传感器测得的焊丝长度与设定值相比较,控制送丝电机转动,进行焊丝的自动补偿。焊接过程中单片机控制旋转电机与送丝电机同步脉动可达到焊丝的供求平衡。 在应急措施方面,设定机头按钮和遥控器急停按钮,可以紧急停机,切断线路电流。 使用LCD显示各项参数。设置通信接口,便于实现RS-485或无线数据传输。 创新点: 1、分区间弧压控制 2、采用脉动电流,脉动送丝同步以节省焊丝 技术关键和指标: 1、本焊机采用LCD显示参数的设定更加清晰直观。 2、设备开放模拟焊接状态功能。 3、系统配置16个最常用的程序(0-F)可供做参考,支持程序调用。 4、电流控制 电流采用脉冲/直流控制方式。 5、焊枪旋转控制 6、弧压控制 7、送丝控制 8、区间设置 9、控制器还具有遥控模式供选择。
科学性、先进性
- 化工、电力行业、锅炉制造业中热交换器类产品管与管板接头的焊接,特别是针对空冷器的管箱内换热管与管板接头的焊接,所使用的接设备的研究,国内外焊接设备公司都先后研制了特殊的管焊枪头,但目前成功应用的很少,尤其是带有分段焊接功能的自动管板焊机设备的研究还存在很多空白,有待于进一步研究。 全位置自动氩弧焊控制系统,以单片机作为控制核心,将现用的手工 TIG焊电源改造成全位置自动焊控制系统,并把管子与管板的接缝分成若干个区间内的峰值电流、基值电流、脉冲频率、占空比及焊接速度,进行程序控制。所进行的全位置管子对接焊工艺试验达到了理想效果。 参考文献: [1] 孙明慧, 梁文武, 孙立平.石化炉管的焊接[J]. 热加工工艺. 2011年03期 [2] 谢国华. 全位置自动氩弧焊控制系统的研制[J]. 船舶工程.2000年03期 [3] 杭争翔, 刘桂秋,刘立;交流钨极氩弧焊机控制电路的新设计[J]. 沈阳工业大学学报. 1995年03期
获奖情况及鉴定结果
- 无
作品所处阶段
- 中试阶段
技术转让方式
- 有偿转让
作品可展示的形式
- 图片
使用说明,技术特点和优势,适应范围,推广前景的技术性说明,市场分析,经济效益预测
- 特点与优势 1、采用惰性气体氩气,防止氧气、氮气、二氧化碳等气体与焊接金属的反应,保护电弧和熔融金属进行焊接,消除了合金元素氧化烧损及由此带来的一系列问题。 2、效率高,因为它电流密度大,热量集中,熔敷率高,焊接速度快,且质量好。 3、节省能源,氩气是一种比较理想的保护气体,比空气密度大25%,在平焊时有利于对焊接电弧进行保护,降低了保护气体的消耗;通过MCU控制旋转电机与送丝电机同步脉动可达到焊丝的供求平衡。 适用范围与推广前景: 适用于焊接易氧化的有色金属和合金钢(目前主要用Al、Mg、Ti及其合金和不锈钢的焊接);适用于单面焊双面成形,如打底焊和管子焊接;钨极氩弧焊还适用于薄板焊接。 目前,控制器已在河北汉士达电力电子技术公司测试使用,使用稳定可靠,焊接质量较高,使用灵活方便,通信功能模块也正在完善中。
同类课题研究水平概述
- 弧焊设备是国内外发展最快,应用最广泛的一种焊接技术。弧焊设备从焊机自动化程度上分,有手工焊机、半自动焊机、自动化焊机、机器人焊机、智能化焊机;从电源性质上分,有交流焊机、直流焊机、交直流两用弧焊机;从控制方式上分,有晶闸管焊机、IGBT逆变焊机、数字式焊机、微机(单片)控制弧焊机;从使用方式上分,有焊条电弧焊机、气体保护焊机、埋弧焊机。 一、我国弧焊的现状 数字化区间参数设定、高效率气体保护焊是未来15年的发展方向。焊机将实现数字化技术,智能化技术越来越成熟且水平更高。分段分区间式氩气管板焊实现真正的一脉一滴。闭环控制全规范范围内的熔滴过渡,一脉一滴控制也采用闭环控制。 内燃动力电焊机用于野外无电区施焊。国内如重庆运达机电设备制造有限公司、重庆凯达电焊设备厂、成都皮克电源有限公司、成都熊谷电器工业有限公司等研发的此类焊机,已形成野外焊接工作站、自驱动弧焊机、自驱动多功能弧焊机及稀土永磁发电机组等系列产品,主要用于砼电线杆接头、铁轨、辙岔、油管、气管的焊接,并外销售、转销到到美国和欧洲各国。 焊机能满足下向焊工艺要求,采用IGBT变频技术,实现平、降两种外特性。功能的选择输出,能在全电压或全电流的调节区内得到满意的动特性,实现药芯焊丝半自动焊和纤维素焊条下向焊。 四轮驱动已在焊机上得到应用,既可车载,也能在短距离工位移动时,通过遥控,焊机近距离平稳自动行走,适合公路、山道、旱田、沙地等路面条件。 本设计所涉及的管板氩弧焊机就属于弧焊设备中的气体保护焊。 二、发展趋势 自动、半自动电焊机主要是指自动、半自动气体保护焊机、埋弧焊机等产品,是实现优质、高效焊接工艺的必备。 目前,通过电焊机行业的自行开发、设计、引进技术和合资生产,使我国的自动、半自动焊机的技术水平有了很大的提高,同时也推动了我国机电一体化焊接设备的发展。 趋势发展: 1. 高组合化和多功能,即以标准型多功能的弧焊电源为主体,配以各种功能装置,实现多种用途。 2. 气体保护焊机中,脉冲焊接进一步向同步脉冲最佳控制方向发展,将微机、逆变技术用于MIG/MAG/氩气焊机,通过精确控制输出脉冲,减少飞溅。 3. 应用微机实现焊机自适应控制,利用微机控制弧焊机电源的动态、静态特性,自动调节焊接规范和焊接参数,改善焊接性能,保证焊缝一致性,获得高质量焊缝。








