











基本信息
- 项目名称:
- 快速启动型高效双循环生物处理一体化装置
- 来源:
- 第十二届“挑战杯”省赛作品
- 小类:
- 能源化工
- 大类:
- 科技发明制作A类
- 简介:
- 总结回顾厌氧生物处理技术的发展历程,研究了内循环厌氧反应器(IC)处理废水的运行原理,针对其内循环管路结构复杂、启动时间仍然较长等缺陷,总结设计出快速启动型高效双循环生物处理一体化装置。该装置集内循环、外循环、生物膜处理于一体,通过对其处理高浓度工业有机废水的有效性分析,结果表明,快速启动型高效双循环生物处理一体化装置实现了对高浓度工业有机废水的快速、经济、高效的处理。
- 详细介绍:
- 随着近代工业,尤其是有机化工、石油、农药等工业的迅速发展,有机废水的污染和危害与日俱增。 我国对于高浓度工业有机废水的处理普遍采用的是以UASB反应器为代表的第二代厌氧生物处理技术。该技术虽然结构简单、运行稳定,但效率不高(去除率低于80%,容积负荷<10kgCOD/m3•d,),且占地较大,已无法满足日益发展的工业需求和环境需求 近二十年来,针对这一问题,以内循环厌氧反应器(IC)为代表的第三代厌氧生物处理技术取得了突飞猛进的发展。然而,此项技术在我国尚未成熟,相关反应器也由国外进口,以致投资费用过高,无法推广运用。 基于这样的社会背景,在总结回顾厌氧生物处理技术的发展历程的基础上,我们总结设计了快速启动型高效双循环生物处理一体化装置。该装置集内循环、外循环、生物膜处理于一体,通过对其处理高浓度工业有机废水的有效性分析,结果表明,快速启动型高效双循环生物处理一体化装置最高容积负荷为45kgCOD/m3.d,去除率为90%以上,启动时间60天左右,并且能够产生大量生物能源(沼气),实现了对高浓度工业有机废水的快速、经济、高效的处理。
作品图片



作品专业信息
设计、发明的目的和基本思路、创新点、技术关键和主要技术指标
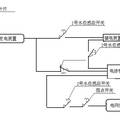
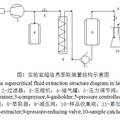
- 目的:实现对高浓度工业有机废水的快速、经济、高效处理。 基本思路:在总结回顾厌氧生物处理技术的发展历程的基础上,以内循环厌氧反应器为主体,针对其在工业运用上的不足,进行研究和改进,从而设计出该作品。 创新点:内外循环的双向设计、曝气式膜生物反应器的后续处理。 技术关键点:内循环的实现、外循环的控制以及布水装置、三相分离器、气液分离器的设计。 主要技术指标有:反应器的启动周期、容积负荷、COD去除率等。
科学性、先进性
- 科学性:回顾厌氧生物处理技术发展历程,将三代厌氧生物处理技术典型代表反应器进行优缺点对比,结合实际调研知识和老师指导,得出高效生物处理技术必须满足的几点原则(1.能够保持大量的厌氧活性污泥;2.废水和污泥之间必须充分接触;3.污泥龄(HRT)足够长而水力停留时间(SRT)足够 短;)基于这些设计理念,我们设计了该做品。 先进性: 1.内外循环的双向设计:优化了水力流态,有利于培养沉降性能好的颗粒状污泥;提高了容积负荷,增强了传质作用,缩短启动时间; 2.厌氧与好氧的结合:避免了在高负荷高速传质作用下去除有机物的不彻底性,并实现了脱磷除氮,改善出水水质,提高处理效率; 以上两创新点,将反应器环境效益和经济效益高于国内反应器。
获奖情况及鉴定结果
- 全国大学生创新性实验计划项目 代表南昌大学赴台参加创新竞赛
作品所处阶段
- 中试阶段
技术转让方式
- 暂无
作品可展示的形式
- 模型 动画
使用说明,技术特点和优势,适应范围,推广前景的技术性说明,市场分析,经济效益预测
- 该作品适用于处理高浓度工业有机废水,并能对其实现快速、经济、高效的处理。市场竞争优势:一是启动快,设备安装后可以快速进入稳定运行状态,省去大量调试时间;其二是效率高,在25kgCOD/m3•d时去除率在85%以上;其三是占地少,投资省;其四是可产生大量生物能源,创造大量经济效益。 市场分析及经济效益预测:以处理量为20吨/时的高浓度有机废水一体化处理装置为例,装置投资约150万元,进水COD浓度10000 mg/L,去除率85%,每天去除COD量为4.08吨,产生沼气2040立方米,沼气的燃烧值为19075~21800KJ/Nm3,每天燃烧的热量为40800MJ,相当于2.5吨标准煤的热值,每吨煤按600元计,每天产生经济效益1500元,1000天可以收回投资成本。按照每降低1吨COD排放量,奖励2000元计算,每年降低COD排放量1489.2吨,可获得减排奖励2978400元。可见,装置的投资成本当年即可全部回收
同类课题研究水平概述
- 我国对于高浓度工业有机废水的处理普遍采用以UASB反应器为代表的第二代厌氧生物处理技术。该技术虽然结构简单、运行稳定,但效率不高(容积负荷<10kgCOD/m3•d,去除率低于80%,),废水经处理后得不到令人满意的去除效果,给后续的处理系统造成很大的负担。甚至直接影响出水水质而造成严重的环境污染。并且还存在占地面积过大、投资运行费用较高、启动周期长的缺点,使得该技术的可持续发展收到严重的限制。 针对这一问题,国内外有不少研究者对此进行过研究,取得了不少的研究成果。特别是近二十年来,国外以内循环厌氧反应器为代表的第三代厌氧生物处理技术得到了突飞猛进的发展,并在啤酒废水、屠宰废水等领域得到了实际应用并取得了非常好的效果。然而,由于国外对此反应器的技术封锁,使得目前国内少数运行稳定的内循环厌氧反应器均为国外进口,甚至为了加快反应器启动,污泥也为国外进口。这就造成了投资费用过高,而且不便于维护,严重影响了该技术在我国的运用和推广。因此,有必要研制开发一套拥有自主知识产权、投资少、效率高、启动快的厌氧生物处理设备。 该作品以内循环厌氧反应器为主体,并增设外循环控制系统和曝气式膜生物反应器的后续处理,使得对于高浓度的工业有机废水能够实现高效、快速、经济的处理。