











基本信息
- 项目名称:
- 高品质低能耗钢质液锻起重机车轮的制备
- 来源:
- 第十二届“挑战杯”省赛作品
- 小类:
- 能源化工
- 大类:
- 科技发明制作A类
- 简介:
- 目前大型起重机车轮(45号钢)生产工艺有两种,一种是铸造成形工艺,另外一种工艺为自由锻造成形工艺,二者都有其相应的缺点。此作品采用液锻成形工艺,液锻是一种少切削近终型的新工艺,该工艺短流程、低成本、低能耗、低排放,且其制件力学性能远优于铸钢件,接近锻件成形工艺。
- 详细介绍:
- 目前大型起重机车轮(45号钢)生产工艺有两种,一种是铸造成形工艺,该工艺制备的车轮力学性能较差,不适合承重较大的起重设备,且加工余量大,机械加工成本高,原材料浪费大、环境污染严重;另外一种工艺为自由锻造成形工艺,该工艺制备的车轮力学性能好,适合承重较大的起重设备,但加工工艺复杂、生产周期长,材料和加工成本高,能耗大。 液锻成形工艺是一种少切削近终型的新工艺,该工艺短流程、低成本、低能耗、低排放,且其制件力学性能远优于铸钢件,接近锻件成形工艺。
作品图片



作品专业信息
设计、发明的目的和基本思路、创新点、技术关键和主要技术指标
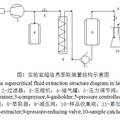
- 目的:采用液锻成形工艺替代上述两种工艺批量制备大型起重机车轮。 基本思路:将回收废钢重熔后直接浇注到钢模中,通过对钢液施加压力制备大型起重机车轮;具体思路:设计合理的液锻模具结构,使用计算机数值模拟技术优化成形过程温度场;研究液锻比压、浇注温度、模具温度、施压速度、保压时间等工艺参数对液锻车轮力学性能的影响;选择及开发液锻模具材料;开发模具表面耐热涂料。 创新点:1)研制一种高品质、低能耗液锻成形工艺及模具;2)研制一种液锻模具表面耐热涂料。 关键:1)由于钢液熔炼温度高(在1530度以上),液锻工艺优化实施难度大,质量不易控制,是第一个关键技术; 2)钢质液锻模具使用的模具钢熔点低于或接近钢液的熔炼温度,大大降低了模具的使用寿命甚至直接导致模具熔化,因此选择及开发合适的钢质液锻模具钢材料、耐热涂料以及设计合理的液锻模具结构是另一个关键技术题。 上述两个关键技术难题的解决,可以实现液锻钢质车轮产业化,其应用前景、经济价值和社会价值十分可观,因此该项目的立项是十分必要的。 技术指标: 1)液锻车轮抗拉强度和伸长率达到锻件的95%以上; 2)钢质车轮液锻成形模具寿命大于5000件; 3)生产周期达到5~6分钟/件; 4)液锻车轮加工余量在1.5mm以下,重量差2.0~4.0%; 5)与锻造车轮比较每件节约钢材15%; 6)与锻造车轮相比节约电能50%以上; 7)与锻造车轮相比可减少CO2排放60%以上;
科学性、先进性
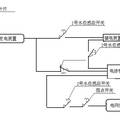
- 大型起重机车轮现有生产工艺有两种,一种是铸造成形,其生产过程为:液态钢水—砂型铸造—退火处理—机械加工—表面淬火。另一种工艺为自由锻造成形,其生产过程为:液态钢水—电渣重熔—铸造钢锭—粗轧—精轧—下料—加热—锻造—退火处理—机加工—表面淬火。液锻成形工艺过程为:液态钢水—浇铸到金属型腔—静压压制成形—余热退火处理—少量机加工—表面淬火。液锻成形工艺是一种少切削近终型的新工艺,该工艺短流程、低成本、低能耗、低排放,且其制件力学性能远优于铸钢件,接近锻件,适合于制备承重较大的起重设备车轮。采用该工艺制备钢质起重机车轮具有以下优点: 1)生产工艺流程大幅缩短,降低了环境污染; 2)生产效率大幅度提高, 3)与锻造毛坯比较可节约钢材15%,同时也可节约了大量机加工时; 4)节约后续热处理所需能源和工时可以利用余热直接退火处理; 5)可直接回收利用废钢材料,降低成本。 6)液锻车轮力学性能接近锻造件; 7) 液锻工艺简单易行,设备要求不高,因而易于推广应用。
获奖情况及鉴定结果
- 本作品未参加任何活动,没有任何鉴定结果。
作品所处阶段
- 中试阶段
技术转让方式
- 无
作品可展示的形式
- 实物 图纸 图片 样品
使用说明,技术特点和优势,适应范围,推广前景的技术性说明,市场分析,经济效益预测
- 特点及优势:工艺流程短,近终型工艺,节约钢材,缩短工时。 前景分析:对钢质零件液锻而言,内部组织致密、无气孔、缩孔和缩松等缺陷,表面质量接近于锻件水平,能够实现短流程,节约能源,降低污染其市场前景将十分乐观。 1)大型起重机车轮液锻毛坯与锻造毛坯比较可节约15%钢材。如每年生产车轮液锻毛坯4万吨计算:可节约钢材6000吨,可节约电能2070万度,降低2.7 万吨的CO2排量。 (2)管道联接的钢平法兰,采用液锻工艺生产出多种规格的法兰制件,我国每年用量在10万吨以上。据计算每年可节约钢材1.5万吨,节省6000万度电,降低CO2排量6.8万吨。 (3)另外如将钢质液锻成形工艺推广应用在汽车和大型拖拉机后桥被动螺旋伞齿轮毛坯上,用来替代锻件毛坯,每年产量约10万吨以上。
同类课题研究水平概述
- 1 国外液态模锻技术 原苏联40年代初就用液态模锻生产铜合金轴承零件,目前,已把铝合金、铜合金、铸铁、碳钢和各种合金用于生产。产品包括2mm的薄壁件至120mm厚壁件,重量达49.5kg的碳钢工件和320kg的有色金属件,最大的投影面积直经762mm。其产品实例有齿轮坯、活塞、轴瓦、形状复杂的管接头、阀门、挤奶器等[1-2]。 美国1969年设在芝加哥的伊利诺斯工艺所着手开展此项工作。现产品实例有∶齿轮坯、齿轮箱、柴油机活塞等。美国陆军司令部的岩岛兵工厂,利用液态模锻技术制造了M85机枪管支架和机匣底座。1972年伊利诺斯工艺研究所选用7075(我国牌号LC9)超硬铝合金液锻成舰用导弹零件,毛坯 φ168×318 mm,壁厚19 mm和“爱国者号”导弹的前仓盖。该产品体积大,直径为415.3 mm,重27.4 kg[3]。美国使用的M374迫击炮弹体直径81 mm,采用了液锻,提高炮弹的杀伤力,降低了成本。由于液锻技术的日益发展,原苏联利用电子计算机,振动与超声技术,对优化液态模锻技术,改善工件组织和性能起到了良好的作用。 2 国内液锻技术 我国液锻技术1957年就开始研究。60年代后期,此项技术逐步发展并陆续用于生产。其产品有汽车活塞、齿轮坯、涡轮、电磁铁壳体、风扇皮带轮、生活用的高压锅、拉丝机的收线盘、货车铲板、法兰、电机端盖、汽车的轮毂、模具坯等[4-5]。近几年来,在军品中采用液态模锻研制出了一批零件,如85mm气缸尾翼座、迫击炮下体等。国内利用纤维复合材料制造不同性能要求的零件也有报导。例如∶双金属、纤维强化性活塞,纤维复合材料模具等。我国液态模锻技术发展较慢,与原苏联、日、美相比存在着较大的差距。就其液锻设备而言,我国主要是四柱万能液压机。天津锻压机床厂生产了全自动15000kN液压液锻机,用于汽车铝合金轮毂生产线。济南铸锻研究所也生产了一种液压液锻机。该机较之万能液压机有了很大的进步,增加了一些功能,但仍不能满足液态模锻的要求[6-7]。国外已有成熟的液锻设备。如原苏联有JIM型液态模锻压力机,其分模面为水平和垂直两种;日本有自动化液态模锻压力机;美国也研究出了3TMW式自动化液锻压力机。目前,液态模锻在我国研究投资较少,发展较慢,实际应用不够广泛。